
During the 1960s and ‘70s, newspapers frequently leaned towards blaming striking workers for the closings of factories, although this has since been shown to be a false bias. Pictured above is Sid Monti getting arrested during a 1952 strike at Scovill. Photograph from Brass Valley, The Brass Workers History Project.
Story By Raechel Guest
On August 24, 1980, The New York Times summed up the post-World War II story of the brass industry as follows: “At its peak after World War II, the Connecticut brass manufacturing industry employed 25,000 workers to cast molten metal, press it into rods, wires and strips, and fabricate finished parts.. By 1960, the industry employed 10,000 fewer people.. and payrolls in June, before the recent closings and relocation decisions, included only 5,600 workers.”
Following the sale of their metals division and brass factory in 1976, Scovill ran an advertisement in the Waterbury papers assuring the public that the company was still thriving — despite this effort, the financial editor of the Hartford Courant was able to quote a Waterbury police officer stating that Scovill had gone out of business. The article headline was “Scovill’s ‘Death’ Is Exaggerated” (25 July 1976).
For most people in Waterbury, the factories and the jobs they provided were the definition of the brass industry. There is a generally held concept, a sort of folklore, that the brass industry died and the “Big Three” — Scovill, Chase and Anaconda-American Brass — went out of business. In reality, the corporate entities that were the Big Three continued to exist, but the people whose labor made them a success were left behind.

Chase Metal Works was built in 1917, and like the other factories throughout the Naugatuck Valley, closed up. The site on Thomaston Road in Waterbury is now home to several smaller businesses, and is slated for Brownfield remediation, and eventually the new home for the Waterbury Public Works Department. Photo from Brass Valley
The question of what happened to the brass industry is sometimes hotly contested, with arguments being made for each of the many factors involved. During the 1960s and ‘70s, newspapers frequently leaned towards blaming striking workers for the closings of factories, although this has since been shown to be a false bias.
Competition from overseas was a significant and complex factor, as was the diversification of the Big Three. On a smaller scale, the aging factories and equipment in Waterbury played a role, as did the strength of the mid-West markets and competition from the plastics, aluminum and steel industries. Ultimately, however, it was the large size of the Big Three that led to their abandonment of Waterbury.
The Big Three During World War II
The military needs during World War II kept Waterbury’s brass factories busy for years. Chase, along with American Brass and Scovill, saw a massive increase in production long before the United States entered the war. The Big Three went into 24-hour production in 1935, producing munitions and aviation instruments. Chase went from operating between ten and twelve blast furnaces to thirty furnaces running continually. American Brass reported employing its largest work force since the beginning of the Great Depression. Scovill lagged slightly behind Chase and American Brass in acquiring war contracts, but beefed up their numbers of workers and prepared their factories for the war production that eventually came their way. By 1940, the majority of Waterbury’s manufacturing was dedicated to military contracts. Labor unions agreed to hold off on strikes for the duration of the war, the federal government helped the factories find additional workers to fill the nonstop 24/7 production, and a mandatory 48-hour work week was instituted. The military encouraged the efforts of war workers with “E” awards (“E” for “Excellence”) presented in lavish ceremonies.
There were more jobs than there were workers. Chase created a publicity campaign to encourage women to enter the workforce, producing beautiful staged photographs of women working clean, safe jobs. There were also more government contracts than there were factories: Chase executives and technicians were hired by the U.S. government to build and operate a plant in Cleveland for war production. Chase purchased the factory from the government after the war, naming it the Upson Road Plant. They had an earlier facility nearby, called the Babbitt Road Plant. By 1951 Chase had approximately 8500 employees throughout the country.
After the War
When the war ended, more than 10,000 workers were let go from Waterbury’s factories. Many, but not all, were rehired when civilian production resumed. The world changed after World War II, and those changes would prove to have a severe impact on the brass industry.
Waterbury’s brass industry celebrated its 150th anniversary in 1952. The weeklong celebrations included an industrial exhibition in the Waterbury armory, the dedication by the Waterbury Junior Chamber of Commerce of a reconstructed water wheel representing the earliest brass mills, and a dinner ceremony attended by representatives of all the numerous metal manufacturers. The celebrations were officially opened by Mayor Raymond Snyder and were sponsored by the Republican-American and the Chamber of Commerce, emphasizing the importance of the brass industry to Waterbury. Even as they celebrated, the end had already begun. Charles R. Cox, president of Kennecott Copper (the parent company of Chase Brass & Copper), said that he was “scared about the writing on the wall” at the annual meeting of the Chase Foremen’s Association (Hartford Courant, April 21, 1952). Cox urged the brass workers to learn to work aluminum, believing the era of brass might be coming to an end.
Westward Migration
The possibility of the brass industry leaving the Naugatuck Valley was a concern as early as 1918, when William J. Pape wrote the following in his History of Waterbury, Volume I: with the upbuilding of the industries of the Middle West, and consequent shifting westward of the center of demand, was it reasonable that we could continue to haul copper and spelter past the factories of so many of our customers, and ship it back to them as brass bearing the charge of a double freight rate? Waterbury had no natural advantages,—absolutely none. With the industrial awakening of the enterprising West, she must cease to grow and her business must languish!
Pape was referring to attitudes in Waterbury around 1900, when many believed that the city had reached the pinnacle of its growth. Pape also wrote of concerns that “giant corporations” would “cold-bloodedly close down many factories on the ground that Waterbury was not a logical site for an industry.” The concerns were still being aired in 1910, when Waterbury’s manufacturers waited for the latest census data to reveal their standing in the national brass industry — as it turned out, the data revealed that in 1909 Connecticut made 44.6% of the brass and bronze products in the United States, followed next by New York at 14.8% and Michigan at 9.3%. Pape concluded that the next census would “probably show Waterbury’s position in its basic industry to be more secure than ever.”
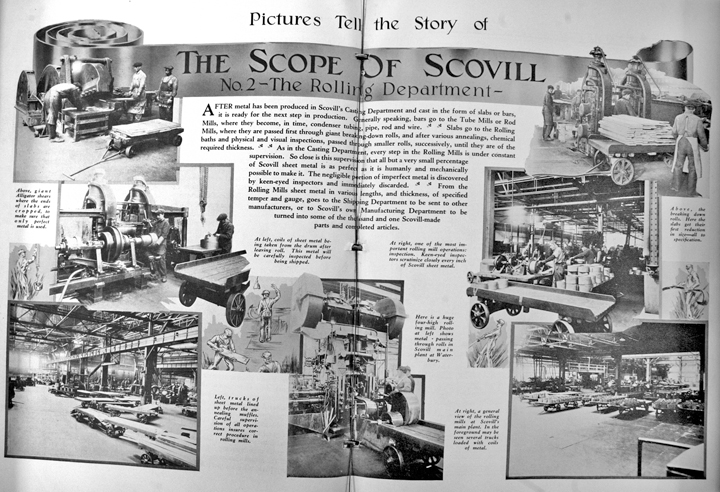
The complex process of rolling brass was illustrated in a issue of the Scovill Bulletin during WWII.
The renewed confidence was brought about in part by the rapid growth of Waterbury’s factories during World War I, when military contracts from Britain, France, Russia and the U.S. kept the brass manufacturers working round the clock. Waterbury’s brass manufacturers received another enormous boost during World War II, and military contracts were continued on a smaller scale during the Korean War and Vietnam conflict. Those contracts also benefited the factories in the mid-West.
The interests of the brass manufacturers turned increasingly westward. American Brass acquired the Chicago Brass Company in Wisconsin in 1901. Chase began building their Babbitt Road factory in Cleveland, Ohio in 1928. Scovill acquired Hamilton Beach in Wisconsin and the Morency-Van Buren Manufacturing Company in Michigan during the 1920s, thus establishing their own presence in the mid-West. Many other companies without factories in the west still had branch offices in Chicago, Cleveland, Detroit, Atlanta, San Francisco and Los Angeles.
In 1922, the managing editor of The Metal Industry journal wrote that “The Naugatuck Valley is doomed as a dominating brass center,” and that “The double long haul across the country of raw material and manufactured products from the mill is becoming a serious factor.” Thirteen years later, Cornelius F. Kelley, president of Anaconda Copper, reassured Connecticut brass workers that “The brass industry in the Naugatuck Valley is here to stay” (Hartford Courant, Oct. 31, 1935), but westward movement continued into the middle of the century.
In 1955, American Brass constructed a new aluminum mill on the outskirts of Terre Haute, Indiana, a flexible metal hose and tubing plant in Mattoon, Illinois, and another factory in Los Angeles. The Hartford Courant reported that the California plant “will have only minor effect on Connecticut operations.” The company’s annual brass production in Waterbury, Ansonia and Torrington, combined, at this point was about 200 million pounds of brass, with about 6,000 employees. The Los Angeles plant was to produce 20 million pounds per year, with 500 employees. Company president John A. Coe, Jr. stated in the same Courant article that “In recent years it has become apparent that with the rapid industrial growth of the West Coast area, we need a basic mill to serve our customers efficiently and economically. Hence we decided to build in Los Angeles.”
Remaining in Waterbury was largely an emotional and personal issue for the companies, whose upper management as well as workers lived here. In 1965, American Brass considered expanding outside Waterbury to replace its “overcrowded and obsolete” metal hose plant, but instead chose to build a new facility in Waterbury’s South End (Hartford Courant, Jan. 6, 1966). The company’s president, Richard M. Stewart, predicted a bright future for Waterbury “if it takes advantage of its assets and potentialities.”
Increased activity in production at Anaconda American Brass factories in other parts of the country was seen as a warning sign by Congressman John S. Monagan, Representative for the Fifth District, in 1970: “It is permissive therefore to infer that company changes are in the offing which might result in the closing of local departments and the reduction of local employment.” (Hartford Courant, August 6, 1970). Monagan urged the company’s president, Carl E. Woodward, to consider the economic welfare of the Waterbury region before making any changes to operations. Ten years later, most of Anaconda American Brass’s factories in Waterbury were gone, and the company announced it would be relocating its corporate headquarters to Chicago. Their move had been preceded by that of Chase Brass & Copper, which relocated its headquarters to Cleveland in 1962. Glenn P. Bakken, president of Chase, explained the move to the Associated Press in terms of numbers: “Market studies show that Cleveland is almost exactly in the center of that region which provides 85 per cent of our business” (The New York Times, July 26, 1962). He was also quoted in the Wall Street Journal (July 25, 1962): “In the present brass industry profit squeeze the expense of maintaining our Grand Street building in Waterbury no longer seemed justified.” What had once been the pride of the Chase family’s company was now an inconveniently located burden to the subsidiary of Kennecott Copper Corporation.
After Chase Brass & Copper made the decision to relocate their headquarters, Bakken visited Mayor Edward Bergin to personally inform him of the decision. Using the Mayor’s telephone, Bakken called Governor Dempsey to notify him as well. Although their Waterville Metal Works factory remained in business, the departure of Chase’s top executives was a serious blow to the city and the state. Mayor Bergin attempted to put the situation in a positive light, quoted in the Hartford Courant as saying that “It is fortunate for Waterbury that the Chase Co. is aggressively meeting the challenge of present day competition,” but there was little real benefit for Waterbury (July 26, 1962). The departure of the headquarters was followed by the relocation of their research and development division from Waterbury to Cleveland in 1967. The Metal Works plant remained in production in Waterville until 1976.
Metal Shortages
The brass industry was dependent upon supplies of copper to maintain their operations (high-grade brass is composed of about 70% copper). Any increase in the cost of copper had an immediate impact on the brass manufacturers’ business, just as shortages of copper did.

The wildly fluctuating price of copper was one of the triggers in the demise of brass production in Connecticut.
Copper has been in use for thousands of years, but it is estimated that more than 95% of all copper ever used has been mined since 1900. Current estimates also place copper on the list of dwindling natural resources, with reserves available to be mined for only another 25 to 60 years.
The value of copper fluctuates widely, depending on available supply and demand as well as other economic factors. That fluctuation led the United States Mint to change the metal content of pennies from solid brass to zinc with a thin outside layer of copper in 1982. Pennies had accounted for more than 100 million pounds of brass sold annually, but rising costs meant that the value of the copper in the coins was worth more than one cent. By reducing the amount of copper in pennies, the value of the metal was more closely comparable to the face value of the coin. (Depending on the current value of copper, pennies made prior to 1982 can be worth much more than one cent.) The fluctuating value of copper has been demonstrated even more noticeably in recent years. The price of copper shot up from a low of 60 cents per pound in 1999 to a high of $3.75 per pound in May 2006. By February 2009, the price had dropped to $1.51 per pound as global demand and world economies weakened. That same sort of severe price fluctuation happened at different times throughout the 20th century, reducing the profits of the brass manufacturers.
In 1950, a shortage of copper, zinc and nickel led American Brass to reduce its casting shop operations to a two-shift, four-day week (normally they operated three shifts, six days a week). In May 1951, American Brass shut down its factories for just over a week, citing “shortages of raw material, cutbacks in civilian production and not enough defense production to compensate for the loss of civilian production.”
On July 28, 1955, Chase Brass & Copper announced in The Wall Street Journal that a copper shortage was forcing them to temporarily shut down three mills in Waterbury and Cleveland, briefly laying off about 2,000 workers. In this instance, the cause of the shortage was a strike by workers at the Kennecott Copper Corporation mines. Chase was a subsidiary of Kennecott, making them dependent on that company for their copper supply.
On August 12, 1955, the Waterbury Manufacturing Company, a division of Chase Brass & Copper, announced the layoff of 1,300 employees because of a shortage of copper for brass. They said they hoped to rehire between 30% and 50% of the workers within days. Complicating the situation, a week later, on August 18 and 19, Waterbury factories, especially those in the flood plain of the Naugatuck River, were damaged by the Flood of ’55. Most were cleaned up and put back in operation within a month or two, although initially there was some doubt as to whether or not the manufacturers would remain in Connecticut. On September 3rd, Governor Ribicoff announced that the federal government was releasing large amounts of copper to Connecticut factories, including 600,000 pounds of copper to Chase Brass and 400,000 pounds to Scovill (NY Times, Sept. 3, 1955).
The federal government kept stockpiles of copper which they occasionally allowed the brass companies to purchase. On May 20, 1965, the Courant reported that President Johnson had authorized Anaconda American Brass to purchase 14.7 million pounds of copper from the national stockpile to “ease the company’s shortage of copper and permit Anaconda to maintain full employment.” Only a few years earlier, on October 27, 1961, Anaconda American Brass declared that they felt “more confident of an adequate supply of copper at a uniform price.” The copper industry in general felt optimistic in 1961. Dr. Charles H. Moore, technical director of the Copper Products Development Association (formed by the copper companies), declared that “the days of permanent copper shortages are past” (NY Times, Oct. 8, 1961). The Association invested in research and development of new uses for copper, such as a copper-alloyed cast iron auto engine. Anaconda American Brass opened a new $1.5 million research center in Waterbury in 1961, and Kennecott Copper, parent company of Chase Brass, established a research center near Boston. Despite their optimism, copper shortages continued. New mines were opened at several locations, but the supply was unable to keep up with demand. The brass manufacturers upgraded their plants in an effort to reduce production costs while the price of copper rose (Barron’s National Business and Financial Weekly, Oct. 25, 1965).
Gradually, brass products were replaced by plastic and other materials. In 1969, approximately 1.6 billion pounds of brass were used to make consumer products. By 1991, that figure had dropped to 611 million pounds.
Foreign Competition
An article in The New York Times on February 3, 1957 ran with the headline “Brass Industry Hits Rough Road,” and detailed the problems facing the industry. Among the problems, such as the highest copper prices since the Civil War, was competition from other countries. England, Germany, Switzerland, the Netherlands and Japan were all exporting brass and copper products to the U.S. and selling them for as much as 20% less than the American-made versions. Reactions varied. F. Stillman Elfred, executive vice president of Olin Mathieson Chemical Corp. in Illinois, believed that U.S. brass manufacturers were too complacent, “slow to adopt modern merchandising methods.” He noted that aluminum, stainless steel and plastic were encroaching on traditional brass markets because their sales techniques were better.
Others felt strongly that low-cost imports were more to blame. The Connecticut Trade and Employment Council was formed with Scovill Manufacturing as one of its incorporators. The group petitioned for increased tariffs on imports, which they identified as a primary cause of unemployment in the state (Hartford Courant, Feb. 25, 1958). In 1960, Congressman John S. Monagan and Chauncey P. Goss, vice president of Scovill Manufacturing, urged the U.S. Tariff Commission to remove brass products from a list of possible concessions which would lower the tariffs on imports (Hartford Courant, August 27, 1960). Monagan cited wage differences in other countries to show why tariffs were needed: the hourly wage in Japan was 33 cents an hour, in Germany it was 59 cents, and in the U.S. it was $2.52. The lower wages in Japan and Germany allowed their manufacturers to sell the same products for much less. Tariffs could equalize the price of the products.
In 1961, American Brass shut down its Torrington factory after transferring a small number of workers to Waterbury and forcing early retirements for any employees age 57 and up. The company’s president, Richard M. Stewart, blamed the closure on “the economic situation of the country as a whole” in the January 27 issue of the Hartford Courant. In the same article, the company’s expert on tariffs and foreign competition, Carl Woodward, explained that the brass industry was facing serious difficulties caused by foreign imports. Clyde E. Weed, chairman of Anaconda American Brass, claimed that strikes and labor demands “played into the hands of competitors both at home and abroad.” (NY Times, Sept. 22, 1961).

An American Brass plant in Waterbury, once the tube mill of Benedict and Burnham, was torn down in 1961. Photo from Brass Valley
The low price of imports continued to cause headaches for the brass and copper industry. A 1968 article in The Wall Street Journal (June 27) reported that the average brass mill worker in the U.S. earned $4.07 an hour (including fringe benefits) while brass workers in Great Britain earned $1.16 an hour. The hourly wage in West Germany was $1.15 an hour, in France it was 69 cents an hour, in Japan it was 63 cents an hour, and in Yugoslavia it was 30 cents an hour. The U.S. brass industry cited foreign government subsidies as giving their competition an unfair advantage, as well as U.S. regulations unfairly penalizing them. When Yugoslavia sheet copper was offered in isolated locations for 10% below the U.S. price, the American brass mills lowered their price to compete. Because of laws against price discrimination, the American companies were forced to lower their price in all locations, not just in the markets where the lower-priced Yugoslavia copper was being sold. The amount of brass goods imported, according to George A. Chmael, an official with the state Department of Economic Development in 1984, rose from 81 million pounds in 1963 to 286 million pounds in 1983, mostly from Europe and Japan (Hartford Courant, September 3, 1984).
“They’re investing in Asia, Saudi Arabia. They’ve got people working there for a dollar-and-a-half an hour, doing the same work we’re doing here. That’s what we can call run-away shops. They just get out of Waterbury, leaving the people of Waterbury without hope, without work.” ~ Juan Petros, 1978, Brass Workers History Project, published in Brass Valley by Jeremy Brecher, Jerry Lombardi and Jan Stackhouse.
“We’re being outcompeted on the factory floor. The Germans, the Japanese put their best people in the factory, so at least they understand what it takes to get quality and low costs.” ~ Malcolm Baldrige, former Scovill chairman and Secretary of Commerce for Ronald Reagan, in the Chicago Tribune, August 31, 1986.
Government Regulations
In 1951, Connecticut corporations protested the state franchise tax at a hearing of the Legislative Finance Committee (Hartford Courant, June 3, 1951). John H. Gilbert, treasurer of Chase Brass & Copper, noted that Chase paid a higher franchise tax than the Detroit giant, General Motors, even though Chase was a much smaller corporation. Michigan’s franchise tax was limited to a maximum of $50,000 per corporation, while the 46 largest corporations in Connecticut (all smaller than GM) paid an average of $150,000 each in 1950. Anaconda’s chairman, Clyde Weed, blamed excessive taxes, unnecessary regulations, and obstructive legislation for undermining the competitiveness of the copper industry (NY Times, Sept. 22, 1961).
The largest brass manufacturers ran into costly legal problems during the 1960s and ‘70s. Anaconda American Brass, Chase Brass & Copper, Scovill Manufacturing and Scovill salesman Maurice Liston, Jr. were among a group of eleven companies and seven executives to be indicted by a Federal grand jury in 1962 (Wall Street Journal, September 13, 1962). They were charged with conspiring to fix prices of brass mill tube and pipe in order to create uniform pricing in contract bids to municipalities and the Tennessee Valley Authority from 1956 until 1961. The indictment also charged them with holding clandestine price-fixing meetings at various locations, including the New York Athletic Club, the Sheraton-East Hotel in NYC and the Chalfonte-Haddon Hall in Atlantic City. The maximum fine for individuals and corporations violating the Sherman anti-trust law was $50,000.
In 1969, Anaconda American Brass, Scovill Manufacturing and Chase Brass & Copper were found guilty of violating anti-trust laws in a completely different lawsuit filed in 1967. They were among a group of brass manufacturers involved in fixing prices for supplies used in building public housing projects across the country. The lawsuit, originally brought forth by the City of Philadelphia and later consolidated with other suits, was settled for $22 million. Scovill shrugged off the conviction, telling the Wall Street Journal (June 16, 1969) that their share of the settlement cost, a little over $100,000, “will be minimal and will have no effect on 1969 earnings.”
Meanwhile, Anaconda American Brass, Chase and Scovill (along with two companies in New York and one in Bridgeport) were also being sued by power companies in Florida, Louisiana, Mississippi and Texas for violating the Sherman and Clayton anti-trust acts by overcharging for brass tube and pipe used in steam turbine generator condensers (Hartford Courant, February 29, 1968). Yet another anti-trust lawsuit was filed in 1974 against the three companies and a handful of others, this time for conspiring to control access to a Swiss patented system for installing plumbing in multi-story buildings (NY Times, July 1, 1975).
Efforts to improve the quality of life and health of the nation by reducing factory emissions causing pollution increased costs for the manufacturers. By 1970, Connecticut had begun regulating the amount of pollutants produced by factories, power plants and trash incinerators in response to complaints from the public. In Waterbury, Scovill and American Brass were considered the main sources of air pollution from their smokestacks (Hartford Courant, February 23, 1970). Scovill and Anaconda American Brass wrote to the state’s Clean Air Commission, requesting exemption from the new smoke density regulation. Their furnaces were producing a black smoke created from burning oil during the process of melting down brass scrap. The brass chips were soaked in oil before going into the furnaces. The resultant smoke, which was spewed from their smokestacks into the Waterbury air, also contained metal chips, carbon and slag. (Hartford Courant, May 6, 1970).
One year later, Scovill installed a brass chip dryer, newly invented and developed, removing the oil from brass scrap before being melted at the casting shop. The new dryer system cost $650,000 – part of an overall $6 million project taken on by Scovill to reduce air and water pollution caused by their Waterbury facilities (Hartford Courant, March 7, 1971).
Toxic waste chemicals could no longer be dumped directly into the rivers. Cheap fuel such as low-cost coal and high-sulfur oil could no longer be used, and new exhaust systems costing millions had to be installed. Frank D. Santaguida of Century Brass stated that “The energy cost to run this facility has almost tripled since 1976….energy today costs us more than labor.” (The New York Times, August 24, 1980)
Labor Disputes
Management frequently blamed striking unions for the closing of plants in the second half of the 20th century, but strikes were nothing new. Unions had been organized during the late 1800s, and workers had used the power of strikes to aid contract negotiations throughout the 1900s. The Waterbury trolley strike of 1903 lasted two months, involved confrontations between strikers and the Connecticut Guard, and resulted in the death of one police officer, Paul Mendelssohn. In 1920, as many as 20,000 brass workers, most unaffiliated with any union, went on strike for months. The 1920 strike was punctuated by several bombings: one damaged the porch and sun room of Scovill general manager John Goss’s home, another damaged the home of Chase Metal Works employees, and a third damaged the home of American Brass employees. During a strike-related riot, one striker employed by Chase, 19-year-old Alberto Tiso, was killed.
As unions grew in strength and solidarity, strikes became better organized and much less violent. Waterbury workers were supported by the unions during their strikes, and in turn showed solidarity with workers outside Connecticut during their strikes. The Waterbury Brass Workers’ Union was an affiliate of the CIO during the 1930s. At the start of a 1938 strike of the United Automobile Workers in Detroit, the secretary of the Waterbury union, John J. Driscoll, warned American Brass that there would be local repercussions from the Detroit strike (Hartford Courant, April 21, 1938).
During World War II, union leaders agreed to set aside labor disputes for the duration of the war. At the close of the war, in December 1945, President Truman established the Wage Stabilization Board (WSB) to intervene in labor disputes concerning wages and working conditions for industries vital to the national defense. The WSB remained active until 1953, when it was disbanded.
Labor strikes and work shut-downs were perceived as a threat to national security during the early 1950s, and the Federal government sought to end the strikes as quickly as possible. The brass workers’ union, now part of the UAW, sought equitable wages for employees at the different factories as well as within factories, just as the brass executives sought a level playing field through price fixing and tariffs with their competition at home and abroad.
Before the unions, wages were set arbitrarily by the foremen, who sometimes encouraged bribes in exchange for better wages.
“Favoritism was one of the all-pervading grievances. Favoritism would be based on whether you cut the foreman’s grass or shovel snow from his sidewalk or help him build a garage for free.” ~ John Driscoll in Brass Valley.
“Before the union, everybody got paid different. It was under the table sometimes. Nobody was supposed to know it but you. If the boss favored you, if you brought a little present for him…” ~ John Chubat in Brass Valley.
In 1950, the union negotiated a contract for workers at Chase Brass & Copper that granted wages averaging $1.73 an hour (including pension and insurance plans), while American Brass wages averaged $1.57 an hour (or $1.65, according to the company). Although brass workers in the United States earned more than the competition in Europe, they were not being paid extravagantly, earning on average about $260 a month. The cost of living in Connecticut was significantly higher than in other parts of the world.
(For some reference to the relative cost of living: in 1950, a half-gallon of Breyers ice cream cost $1.20; a pound of Mohican Meadowbrook butter cost 59¢; coffee cost 89¢ per pound; beef cost 99¢ per pound; a new refrigerator cost around $200; a Magic Chef gas stove cost $244.95; an electric toaster cost $23.00; a child’s bicycle, with training wheels, cost between $12 and $25; and a self-winding watch cost $29.95, payable in weekly installments of one dollar.)
By 1952, employee grievances at Scovill reached a breaking point. Sid Monti, head of the Scovill local union, later remembered that Scovill’s workers were among the lowest-paid brass workers in the country and they felt deeply undervalued, considered more easily replaceable by the company than a piece of machinery (Brass Valley). After failed negotiations, thousands of Scovill workers walked out on June 21st, most of them non-union members. Going on strike was a risky gamble for the workers, even with the financial support of the UAW. Some workers feared that Scovill would fire them in retaliation for striking, while others worried about lost wages during the strike.
Management was sometimes quick to blame striking workers for any problems. In 1953, Scovill’s president, Leavenworth P. Sperry, reported a drop of almost $3 million, nearly 50%, in company earnings to the stockholders, blaming it in part to the “long drawn out and costly strike” the previous summer (Hartford Courant, March 13, 1953). Sperry also attributed other factors, such as customers overstocking the previous year and government restriction on the use of copper and zinc, but he placed heavier emphasis on the strike, claiming that it caused a loss of $20,000,000 in sales and that it prevented the delivery of vital munitions to the military. Some of Sperry’s claims were refuted two weeks later by the Pentagon, which noted that the strike had no impact on the delivery of munitions needed in Korea and that the factory involved did not completely shut down during the strike (Hartford Courant, March 27, 1953).
Manufacturing executives were not generally hard-hearted capitalists. Many, like Stuart Judd, president of Mattatuck Manufacturing, genuinely cared about their employees and saw themselves as paternal figures within the company. Adhering to an antiquated system of management, executives like Judd were ill-equipped to deal with the modern world of labor unions, and many felt that strikes were a personal betrayal.
For manufacturing executives, the solution was for workers to scrape by on low wages. If not, they would see their jobs disappear completely. Selden Williams, president of Scovill in 1959, declared that “The determination of the union to get more and more is a threat to the continuation of these lines here in Waterbury and to the jobs of 3,000 people in Scovill.” Decades later, Malcolm Baldrige, Scovill’s former chairman and Secretary of Commerce for Ronald Reagan, insisted that the problems which caused the factories to close were “the fault of management… not of labor or any other convenient whipping boy” (Chicago Tribune, August 31, 1986).